BESTMIX® Recipe Management
Automatically adapt formulations in real-time, maintaining perfect specifications while reducing costs by 2-5%.
With BESTMIX® Quality Control solutions for the meat processing industry, every batch meets the highest standards consistently, transparently, and efficiently. From raw material intake to final product release, gain full control over quality parameters, ensure compliance with regulations, and reduce costly errors.
Streamline your workflows, safeguard your reputation, and deliver products your customers can trust.
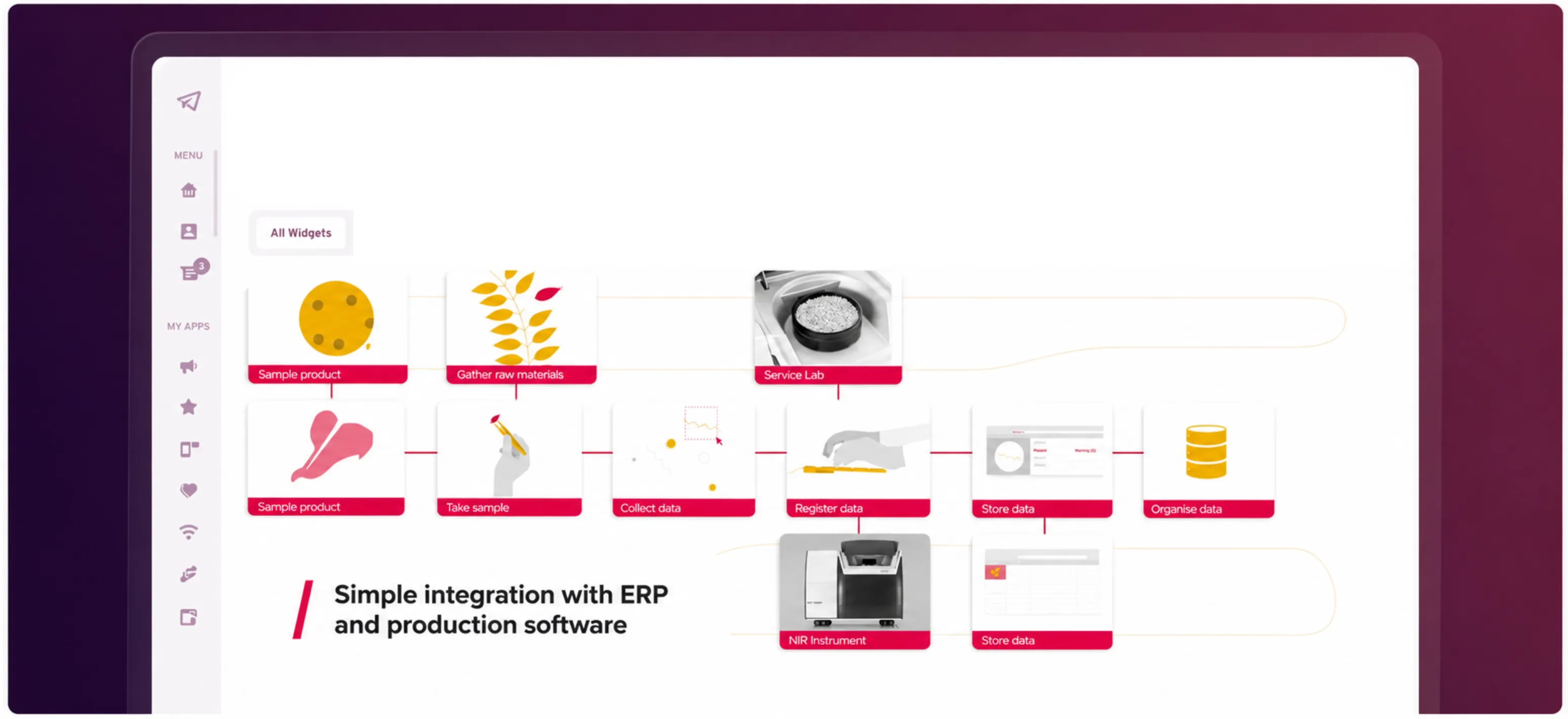
Quality data should move as fast as your production. With BESTMIX Software, NIR devices, laboratory systems, and inspection tools are fully connected within one platform. Measurements are captured automatically and instantly linked to formulation and production decisions, removing the need for manual handling and disconnected systems. The result is a single, reliable source of truth where quality insights are always current, actionable, and traceable from intake to final product.
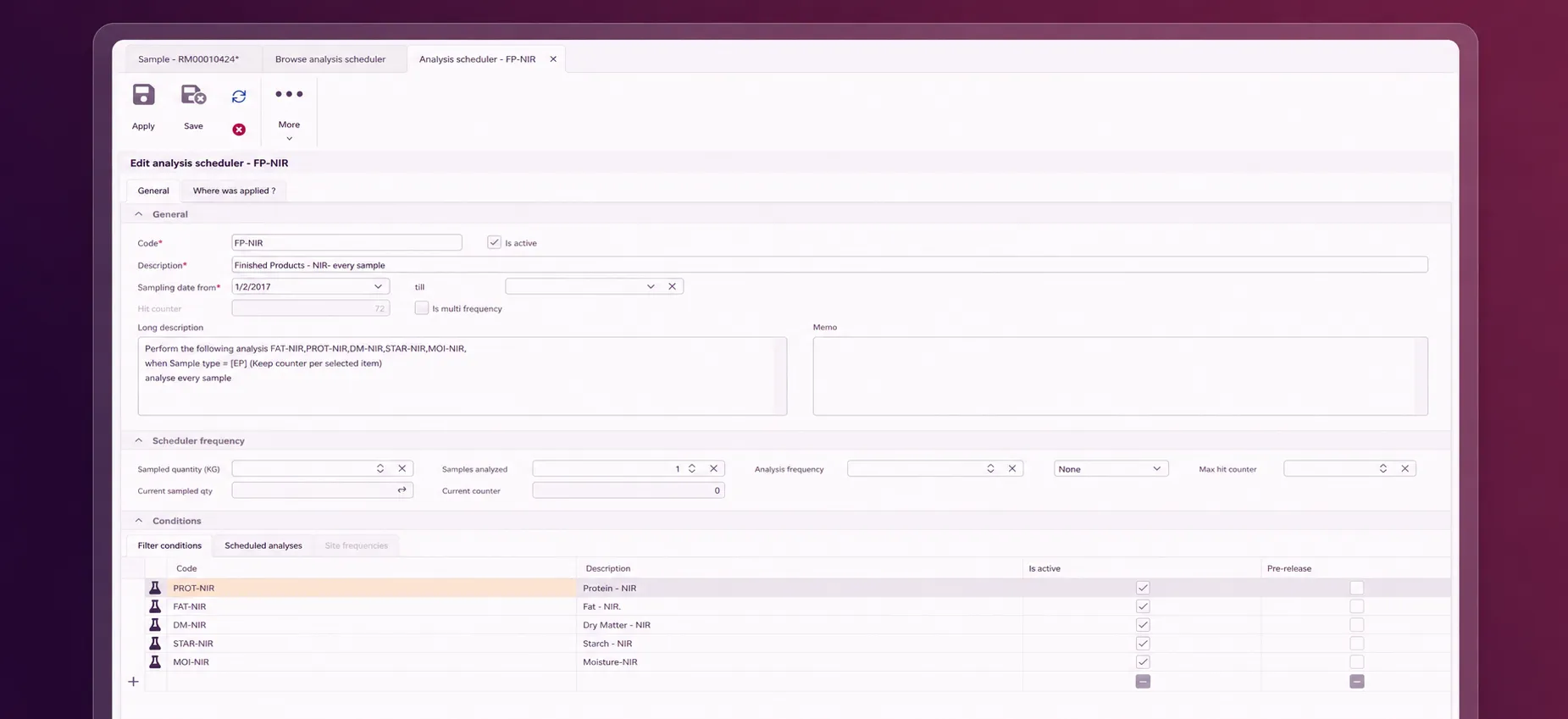
Stay ahead of every defect. BESTMIX drives automated analysis- and sample schedules that keep your QC process running like clockwork — no manual follow-up, no forgotten checks. When a result deviates, real-time alerts put the right people in the picture immediately, stopping quality issues at the source before they travel downstream and cost you more than they should.
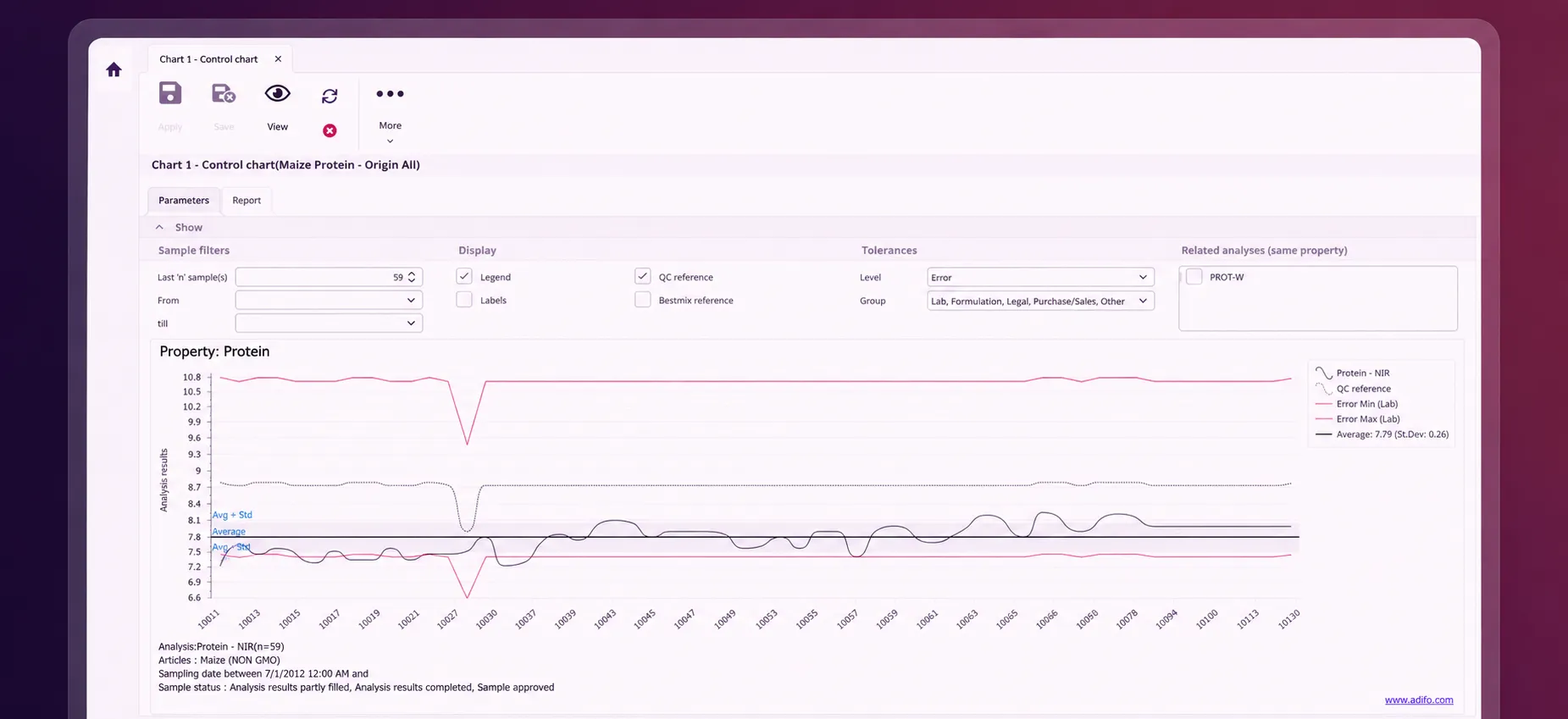
Great decisions start with clear data. BESTMIX gives you customizable dashboards and reports built around the metrics that matter most to your operation — so you can spot trends before they become problems, identify where quality is slipping, and drive continuous improvement across every production line.
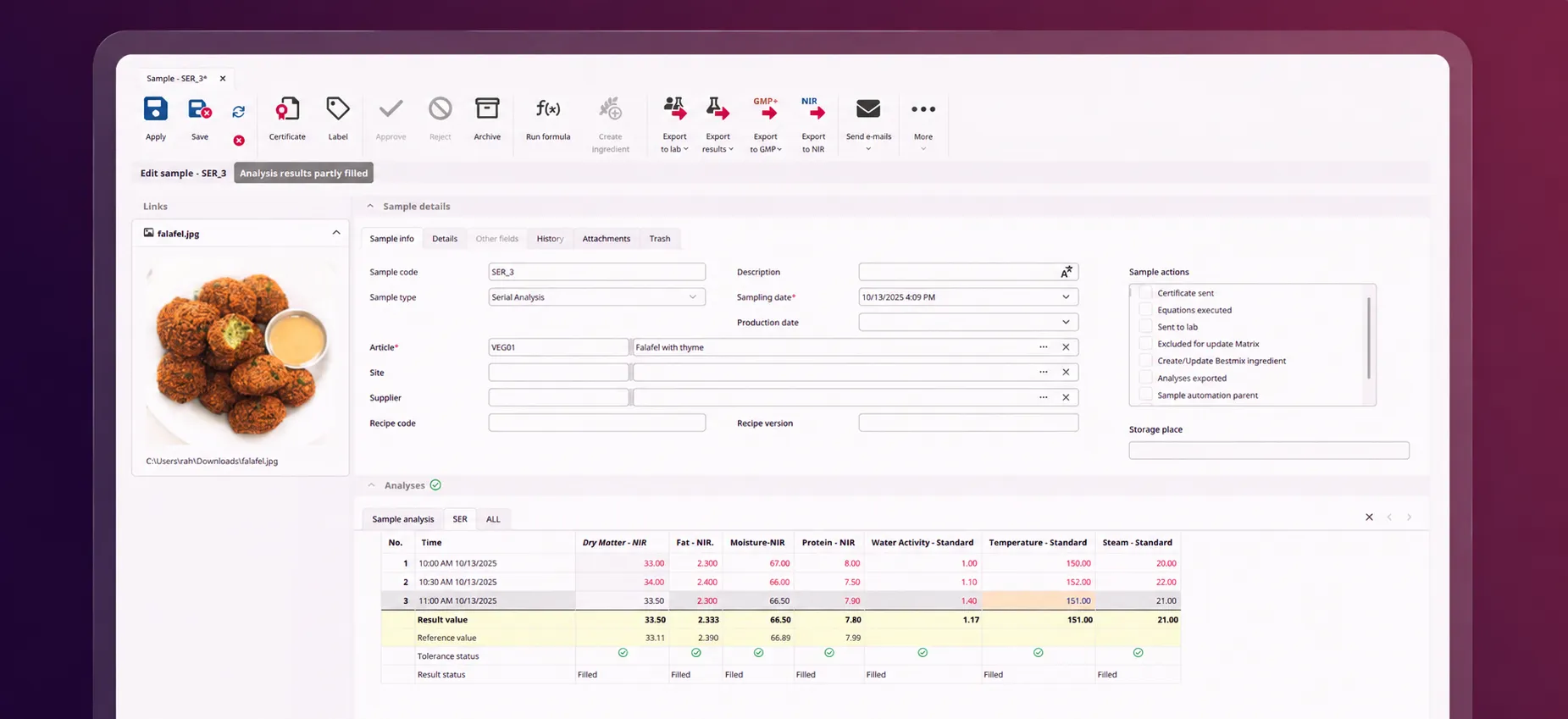
Quality is not a checkpoint but a continuous process. BESTMIX enables end-to-end quality control, from raw material intake through production to finished goods, with real-time monitoring and automatic validation at every stage. Deviations are detected immediately, enabling rapid correction and minimizing waste, rework, and recalls while protecting brand integrity and customer trust.
connected NIR instruments
lab integrations
happy customers
Find quick answers to the most common questions about BESTMIX® Quality Control
BESTMIX Software integrates with NIR (Near-Infrared) spectroscopy systems commonly used to assess fat, protein, and moisture in meat, as well as laboratory information management systems (LIMS) for microbiological testing such as Salmonella, Listeria, and total viable counts. It also connects with inline inspection equipment used in meat processing, including fat analyzers, pH meters, temperature probes, and foreign body detection systems. Integrations can be configured with major equipment suppliers or tailored to plant-specific setups.
BESTMIX centralizes quality data from all slaughterhouses, cutting plants, and further processing facilities into one platform, while still respecting site-specific product specs and processing parameters. This allows quality managers to compare fat content, yield, microbiological results, and other KPIs across locations, ensuring consistent standards for products like minced meat, sausages, and ready-to-eat items, regardless of where they are produced.
Yes. BESTMIX maintains a full history of quality data for each supplier, animal type, cut, and delivery batch. You can monitor trends in parameters such as fat-to-lean ratios, pH levels, or microbial load, helping you identify seasonal variations, supplier inconsistencies, or risks in incoming livestock or meat trimmings. This supports more informed sourcing decisions and better raw material allocation.
BESTMIX immediately flags out-of-spec raw materials, whether it’s fat content outside tolerance, abnormal pH, or failed microbiological criteria. The system can suggest alternative applications, such as redirecting higher-fat trimmings to sausage production instead of lean mince, or isolating batches for heat-treated products where applicable. This reduces waste while ensuring that premium product lines remain compliant with strict specifications.
Automated data capture removes the need for manual transcription of critical control point (CCP) data, such as cooking temperatures, chilling times, and hygiene checks. Real-time visibility ensures that deviations, like temperature abuse or contamination risks, are detected immediately, not after products leave the facility. Combined with full traceability from carcass to packaged product, this enables faster root-cause analysis and rapid response in case of recalls or food safety incidents.
Personalisation
See the current personalisation segmentation scoring or apply a manual segmentation to test